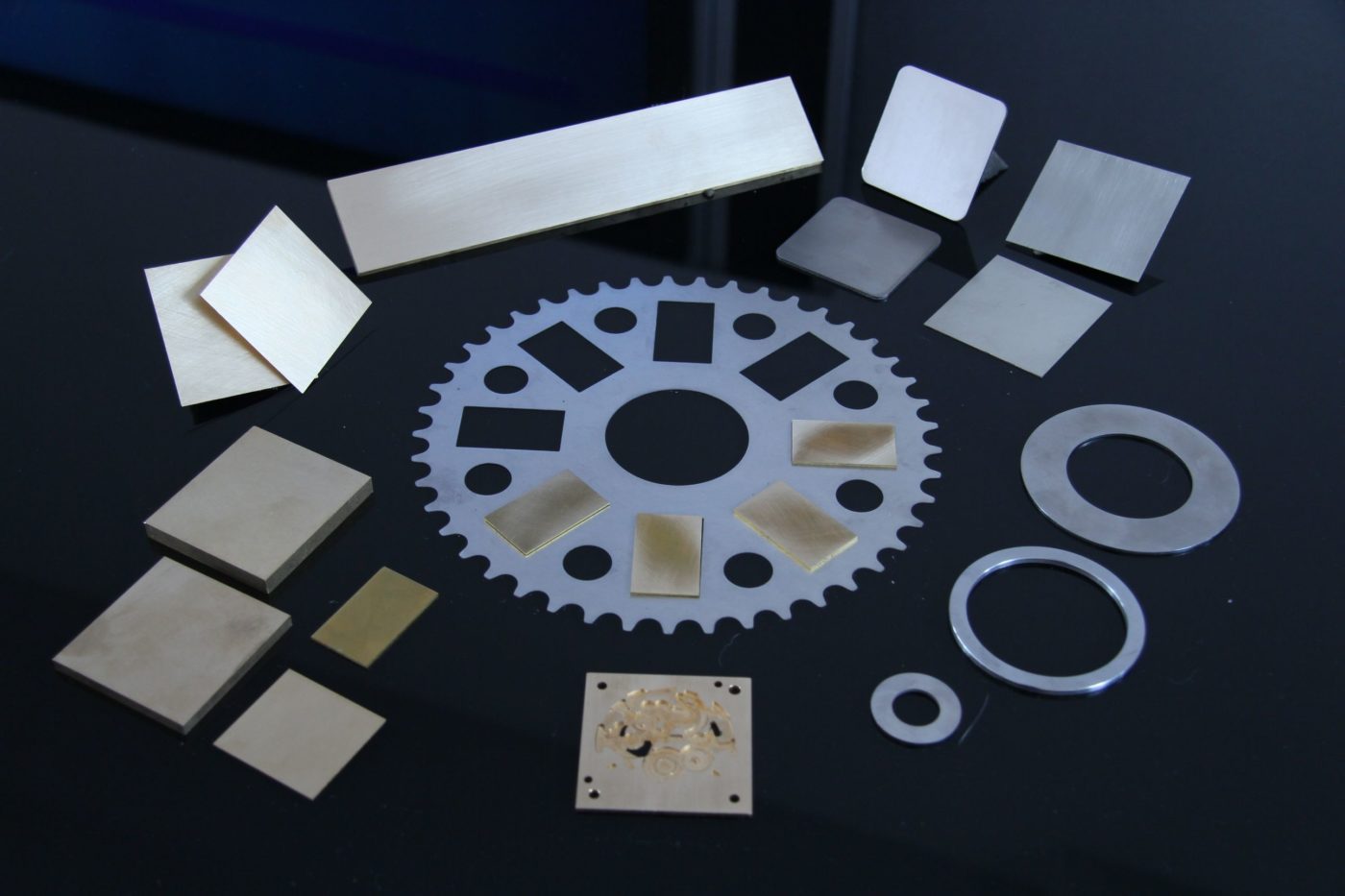
Discus grinding is used to machine components that place high demands on flatness and thickness tolerance.
The components to be machined are placed in externally toothed rotor disks (plastic, steel, etc.) and moved evenly by two pin rings over the horizontally arranged grinding disks. At the same time the grinding and rotor wheels are prompted. Different relative movements between the active parts are generated by rotation of the grinding wheels and the inner pin ring. This means cyclic trajectory curves are created.

{kind=link}
{kind=link}
{kind=link}
{kind=link}